POU COOLER
POU COOLER

Product Description
In industries where precise temperature control is critical, Point-of-Use (POU) Cooler Systems play a vital role in maintaining optimal conditions for processes, storage, and product integrity. These systems are designed to deliver cooled water or fluids at the exact location where they are needed, ensuring efficiency, consistency, and compliance with industry standards.
POU coolers are widely used in the pharmaceutical, food & beverage, chemical, and manufacturing industries, where even slight temperature variations can impact product quality. This article explores the importance, benefits, and applications of POU cooler systems across different sectors.
3600 View
Click and drag to rotate the system. Click hotspots to know more
Key Features
Cooling Method
Features:
- Double-tube or shell-and-tube heat exchanger for efficient heat transfer.
- Uses cold water or chilled WFI – as a cooling medium.
- Compact models – Thermoelectric cooling or refrigerant-based systems.
- Adjustable cooling capacity – to match process requirements.
- Energy-efficient – designs to minimize operational costs.
Construction
Features:
- 316L stainless steel – with electropolished internal surfaces for corrosion resistance.
- Hygienic, sanitary design – compliant with ASME BPE standards.
- Sloped, drainable design – with zero dead legs to prevent contamination.
- Modular configurations –for easy integration into existing systems.
- Leak-proof seals and gaskets – for long-term reliability.
Temperature Control
Features:
- Automatic or Manual – coolant flow control for precision.
- Outlet temperature – typically cooled to 20–25°C (customizable)
- Integrated – temperature sensors & digital displays (optional).
- Real-time monitoring – with alarms for deviations.
- PID controllers – for stable and responsive adjustments.
Sterility and Hygiene
Features:
- Compatibility - CIP/SIP.
- Steam-sterilizable – up to 121°C for microbial control.
- Hydrophobic vent filters – to prevent contamination.
- Fully drainable – design to eliminate stagnant fluid.
- FDA & EHEDG-compliant – materials for food/pharma safety.
Connectivity & Automation
Features:
- PLC integration – for seamless process control.
- Remote monitoring – via SCADA or IoT-enabled systems.
- Data logging – for compliance and traceability.
- Quick-connect fittings – for easy maintenance.
- Low-maintenance – design with minimal downtime.
Energy Efficiency & Sustainability
Features:
- Low water consumption – with recirculation options.
- Eco-friendly refrigerants – in refrigerant-based models.
- Heat recovery systems – to repurpose waste energy.
- Variable-speed pumps – to reduce power usage.
- LEAN manufacturing-compatible – for waste reduction.
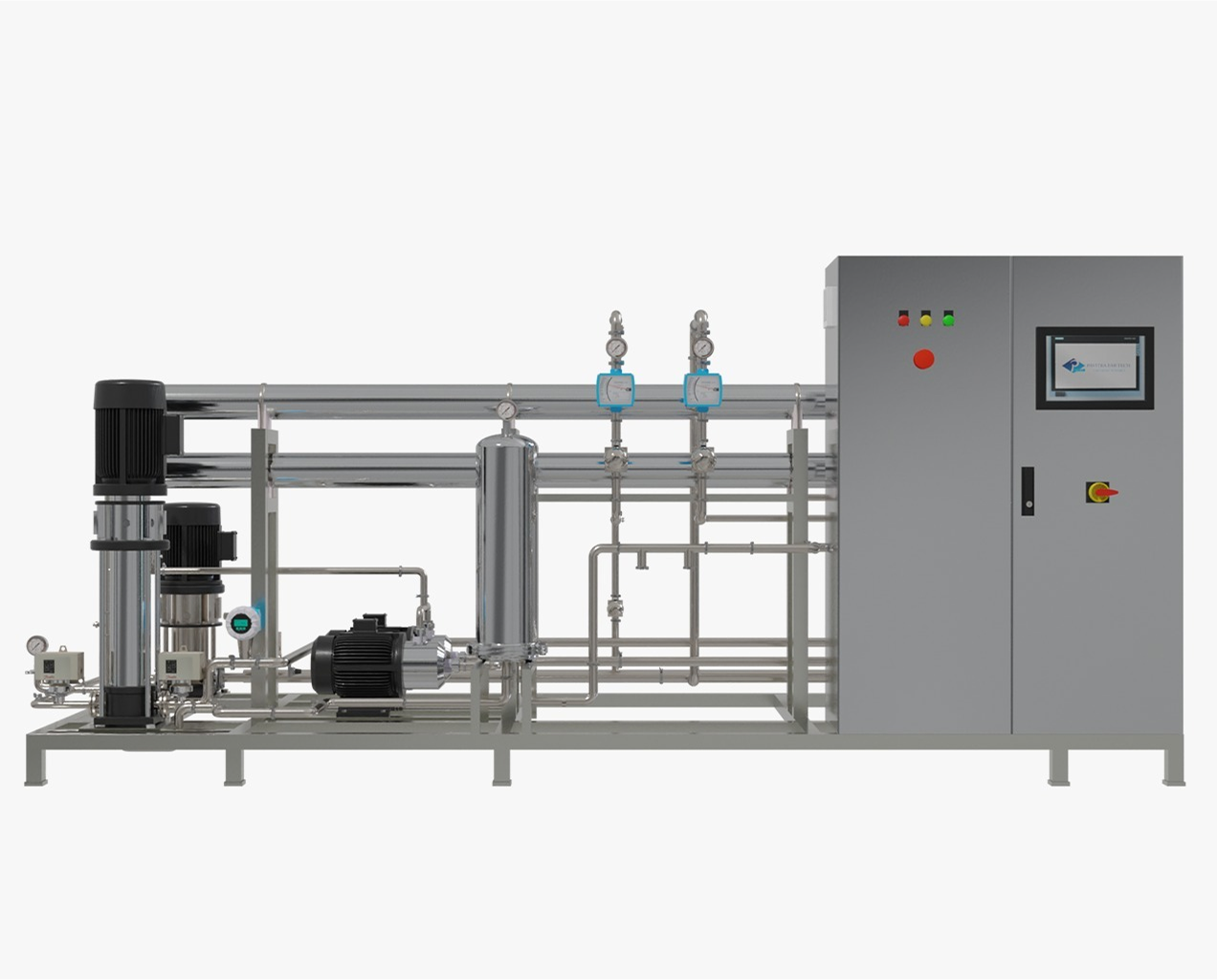
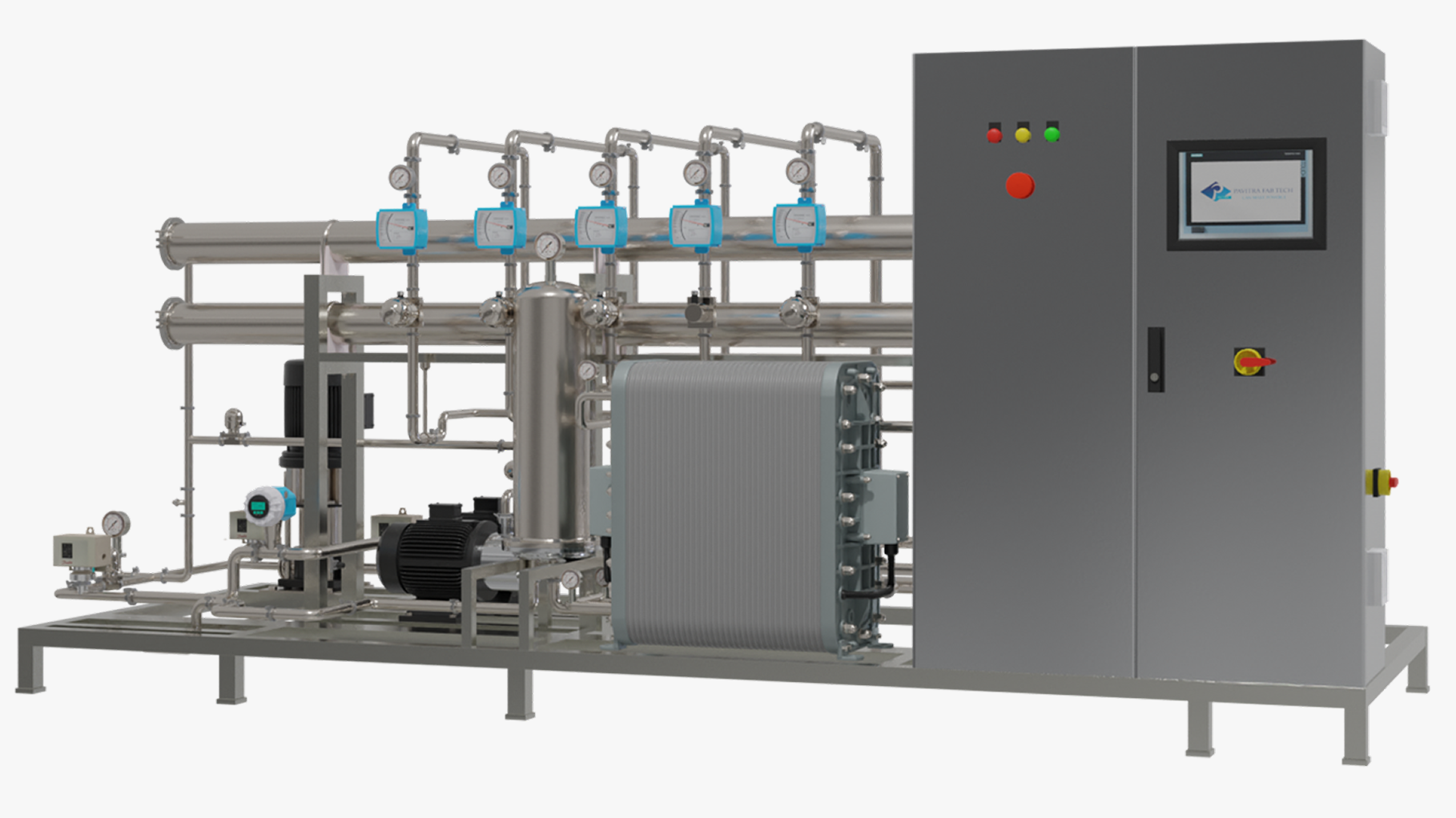
POU Coolers
Desgined for high thermal efficiency, our SS316L, POU COOLERS are designed to be compact, with electropolished internals and is easy to install
- Higher Thermal Efficiency
- Automated Operation
- Instant Delivery of Water
- Continuous Flow in Main & Subloop

Why This System?
- Precision Cooling: – Ensures consistent temperature control at the point of use, critical for sensitive processes.
- Regulatory Compliance: – Meets GMP, FDA, and ASME BPE standards for hygiene and safety.
- Reduced Contamination Risk: – CIP/SIP and drainable design minimize microbial growth.
- Cost-Effective: – Energy-efficient and low-maintenance, reducing operational expenses.
- Scalable & Adaptable: – Modular design fits diverse industry needs, from pharma to food processing.
- Reliable Performance: – Durable construction and smart monitoring ensure long-term dependability.
Key Features :
Instant Cooled WFI
Delivers instant temperature controlled WFI instantly
Full Drainability
Full drainability on the product side
High Turbulence
Eliminates formation of bio-film inside the tubes
Standards Compliance
Compliance to various standards including ASME-BPE
Projects Executed



Our Portfolio






Schedule a Meeting
Need a customized solution for your industry? Contact us today for expert design and implementation!
Schedule a Meeting
Need a customized water solution for your industry? Contact us today for expert design and implementation!